
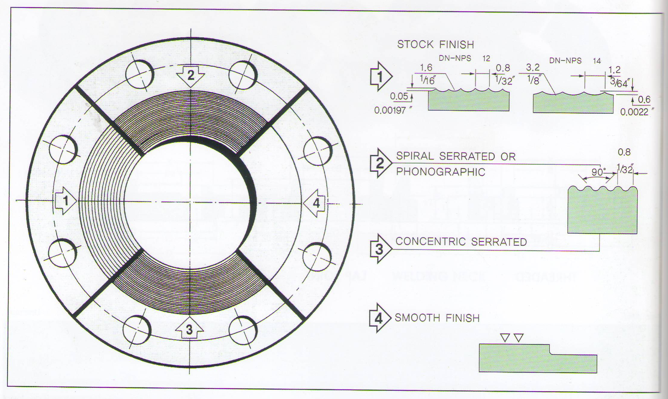
KHO KẾT THÚC:
Được sử dụng rộng rãi nhất trong bất kỳ loại hoàn thiện đệm nào, vì thực tế nó phù hợp với tất cả các điều kiện bảo dưỡng thông thường. Đây là một rãnh xoắn ốc liên tục.
Mặt bích có kích thước 12 inch (304,8mm) và nhỏ hơn được sản xuất bằng dụng cụ mũi tròn 1/16 inch với bước tiến 1/32 inch trên mỗi vòng quay.
Dành cho kích thước 14 inch (355,6mm) và lớn hơn. việc hoàn thiện được thực hiện bằng dụng cụ mũi tròn 1/8” với bước tiến 3/64” trên mỗi vòng quay.
XOẮN CẮT HOẶC ÂM THANH:
Lớp hoàn thiện này được thực hiện bằng cách sử dụng dụng cụ có mũi tròn 90°.
TÂM có răng cưa:
Lớp hoàn thiện này được thực hiện bằng cách sử dụng dụng cụ có mũi tròn 90°.
KẾT THÚC NHẸ NHÀNG:
Dụng cụ cắt được sử dụng phải có bán kính xấp xỉ 0,06”.
Bề mặt hoàn thiện cuối cùng phải có kích thước từ 125μ inch đến 250μ inch(ANSI B16.5 para 6.4;4.1)
1. MẶT NÂNG CAO. VÀ NAM VÀ NỮ LỚN
Sử dụng lớp hoàn thiện dạng răng cưa đồng tâm hoặc răng cưa xoắn ốc có từ 34 đến 64 rãnh trên mỗi inch.
Dụng cụ cắt được sử dụng có bán kính xấp xỉ 0,06 inch.
Bề mặt hoàn thiện cuối cùng phải có độ nhám xấp xỉ từ 125μ inch (3,2μm) đến 500μ inch (12,5μm)
2.LƯỠI VÀ Rãnh, VÀ NAM VÀ NỮ NHỎ
Bề mặt tiếp xúc của miếng đệm không vượt quá độ nhám 125μ in.(3,2μm)
3.RING LIÊN
Bề mặt thành bên trong của rãnh đệm không vượt quá độ nhám 63μ in. (1,6μm).
4.MÙ
Mặt bích mù không nhất thiết phải có mặt ở tâm nếu khi phần tâm này được nâng lên, đường kính của nó ít nhất là 1 inch.
nhỏ hơn đường kính trong của phụ kiện có cấp áp suất tương ứng.
Khi phần trung tâm bị ấn xuống, đường kính của nó không lớn hơn đường kính bên trong của các phụ kiện cấp áp suất tương ứng.
Không cần gia công trung tâm trầm cảm.
Thời gian đăng: Sep-02-2021